
- Home
- About
- About OE Bearings
- About Revolvo
- BEE Certificate
- SRB Overview
- Interchangeability
- Superior Sealing
- Downtime Saving
- Easy Installation
- Technical Info
- ⇓ Download catalogue
- Series
- Standard Unit Anatomy
- SN/SD Range
- Custom Design Units
- Bearing Configurations
- Support Units
- Fitting
- Sealing
- Lubrication
- Applications
- Mining
- Power
- Cement
- Sugar
- Marine
- Food
- Steel
- Water
- Ports
- Manufacturing
- General
- Local Manufacture
- Media
- Contact
Technical info
- Series
- Unit Anatomy
- SN/SD Range
- Custom Design
- Bearing Configurations
- Support Units
- Fitting
- Sealing
- Lubrication
Split Bearings Series
We offer a full range of split bearings, providing solutions for a wide range of operating conditions.
Standard Split Bearing Unit Anatomy
The working parts of a split bearing

SRB SN and SD Range
Where a SN/SD plummer block unit has been used, we have the dimensionally equivalent replacement part

- Significant reductions in the time required to change trapped bearings
- Savings in downtime, improved machine availability
- Simplified mounting procedures, no feeler gauges
- Improved sealing efficiency, seals remain concentric to the shaft, unlike spherical roller bearings
- Efficient use of Maintenance Engineering resources
- Improved reliability, able to accommodate thermal expansion of the shaft within the bearing envelope
SRB Splt Roller Bearings are fully interchangeable with Plummer Blocks, cartridges and pedestals, allowing for ease of upgrade to SRB.

Custom Designed SRB Units
Over the years, SRB has built a reputation for the design and manufacture of highly specialised bearing units
From thin section, high speed bearings for wire stranding machines to robust, dependable water cooled units for continuous casting, SRB have the capability to provide top-quality products.
The cornerstone of this growing reputation is our willingness to work closely with equipment manufacturers and end users to solve specific application problems. This has led to the development of a number of innovative designs, some of which have now been incorporated into the SRB standard product range.
Should a standard unit spec not suit an end-user application 100%, we will endevour to find a design solution that will.
We acknowlege that each industry, each application and each client has its specific requirements.
From thin section, high speed bearings for wire stranding machines to robust, dependable water cooled units for continuous casting, SRB have the capability to provide top-quality products.
The cornerstone of this growing reputation is our willingness to work closely with equipment manufacturers and end users to solve specific application problems. This has led to the development of a number of innovative designs, some of which have now been incorporated into the SRB standard product range.
Should a standard unit spec not suit an end-user application 100%, we will endevour to find a design solution that will.
We acknowlege that each industry, each application and each client has its specific requirements.

Split Roller Bearing Configurations
Our non-located bearing handle thermal growth better than spherical roller bearings.
In most bearing applications, there is one located (fixed) bearing and multiple non-located (free) bearings per shaft.
The reason for this is that the located bearing holds the shaft in position while the non-located bearing allows for thermal growth of the shaft.
The split bearing method of accommodating thermal growth is far superior to the plumber block method as it is able to tolerate axial displacement and mis-alignment simultaneously. This allows it to be used in applications that specifically need to accommodate excessive thermal growth, for example, in blood cookers.
In most bearing applications, there is one located (fixed) bearing and multiple non-located (free) bearings per shaft.
The reason for this is that the located bearing holds the shaft in position while the non-located bearing allows for thermal growth of the shaft.
The split bearing method of accommodating thermal growth is far superior to the plumber block method as it is able to tolerate axial displacement and mis-alignment simultaneously. This allows it to be used in applications that specifically need to accommodate excessive thermal growth, for example, in blood cookers.
Allows frictionless expansion of the shaft, accommodating thermal growth

Retains the shaft position
SRB Support Types
Mounting options
SRB bearings and housings may be mounted in a variety of support units according to the application and loading constraints. A number of variants are available as standard types. Custom designed support unit types are available on request.
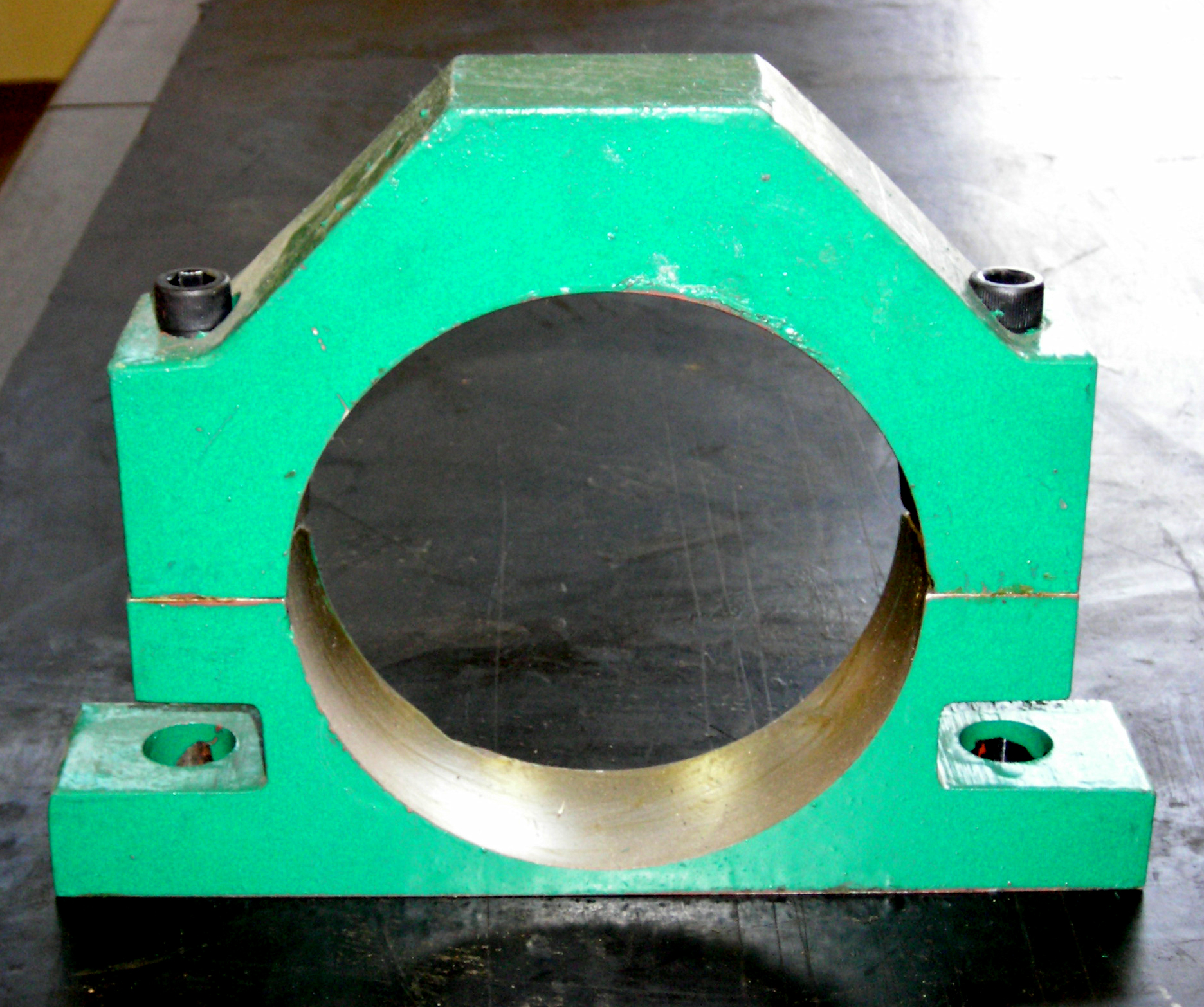
Standard Unit
This is by far the most popular method for mounting SRB units. These supports are manufactured from high strength, grade 250 (BS EN1561 :1997) cast iron. This, combined with the robust design, provides a stable, rigid base, allowing the split bearing fitted to give optimum performance.

Flange Units
These units offer a simple means of mounting split roller bearings against a vertical or horizontal face or bulkhead. The swivel cartridge counteracts misalignment of the shaft and mounting axes and provides a high quality seal and concentric alignment to the shaft at all times.
Take-Up Units
These sliding units can be used to effectively tension conveyor and elevator systems.

Hanger Units
A compact unit commonly used for conveyors or similar equipment.

Fitting Procedure
Benefits of fitting a Split Roller Bearing
- All elements are numbered for simple "match-the-number" fitting method
- No clearance setting required
- No special skills are required
- No Bearing feeler gauges are required to measure clearance
- No checking of the starting clearance
- No checking of the minimum reducing of clearance
-
Installation & Fitting Animation
-
Assembly Video
Split Bearing Sealing
Split Roller Bearing
A Split Roller Bearing takes up misalignment by means of the spherical outside interface of the housing. This means the seals remain concentric with the shaft at all times. This is a very effective sealing arrangement.

Plummer Block
A Spherical Roller Bearing takes up misalignment within the bearing, the housing is static. The result of any misalignment is that the seal will be compressed on one side and a gap will open on the other, rending the seal ineffective.

Split Bearing Lubrication
The function of a lubricant in a rolling element bearing is to prevent metal to metal contact between components, prevent wear and protect against corrosion. Two methods of lubrication are normally employed grease and oil. In the case of SRB Split Bearings grease lubrication is most often employed.
Grease lubrication
Greases can be used to lubricate SRB split roller bearings under most normal conditions. Grease is the preferred method of lubrication because it can be more easily retained within the bearing enclosure and housing, the latter simplifying sealing arrangements. Greases are essentially oils thickened usually with a metal soap, a third ingredient are additives such as rust inhibitors, or extra pressure additives. The oils employed may be mineral or synthetic depending upon the application.
SRB bearings are heat treated to retain dimensional stability up to 140°C. At temperatures up to 100°C, standard high quality greases may be used. We suggest good quality lithium soap or complex based greases having extra pressure additives and a consistency of 2. It is important to note that all values given in this catalogue for axial capacity assume the use of a grease with extra pressure (EP) additives. If EP additives are not present then axial capacity is reduced by 50%.
At temperatures exceeding 100°C care must be taken to ensure that the correct thickener and viscosity of base oil are selected. The performance of grease at such temperatures is dependent on a stable thickener and the temperature/viscosity ratio of the base oil. A stable base oil and soap thickener are important as is the ability of the oil to offer adequate viscosity at an elevated temperature.
No graphite or molybdenum grease is recommended, except for oscillating applications.
In cases of water splash, calcium soap based greases may be used, these are particularly resistant to water wash out. Care should be taken when mixing greases with different soap thickeners and base oil types. Please contact SRB Technical Services for further advice.
Grease fill recommendations
For initial lubrication the bearing should always be well filled with grease. The remaining housing space should be filled as follows:-
- At low speeds, not exceeding 25% of catalogue speed rating, we suggest that the remaining housing space be fully filled with grease
- At medium speeds, between 25 and 50% of catalogue speed rating, the remaining housing space may be 1/3 to 1/2 filled with grease
- At high speeds, exceeding 50% of catalogue speed rating, the remaining housing space should be left empty
Re-lubrication
The re-lubrication intervals will be dependent on the prevailing operating conditions.
Greases age and oxidise due to a number of considerations these include load, speed, temperature, cleanliness, presence of water and even airflow through the bearing.
For retained type bearings, initial re-lubrication intervals for guidance purposes would be 2 - 4 weeks with 3 - 6 mls added. For expansion type bearings, initial re-lubrication intervals would be 3 - 4 months with 3 - 6 mls added. More accurate intervals and quantities should be established from observations taken during bearing operation.
If re-lubrication can be carried out whilst the bearing is in operation, this will allow for even distribution of the grease. This means of re-lubrication should only be undertaken if it is safe to do so.
Need advice?
Give us a shout. We're ready to help.